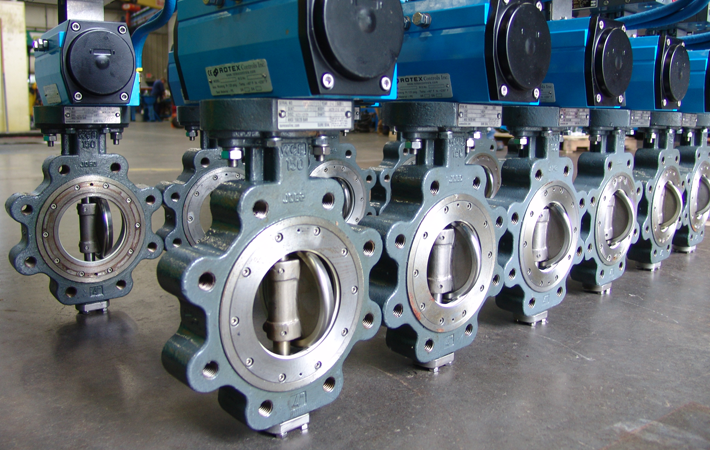
Butterfly valves are essential components in a variety of industrial applications, known for their efficiency in controlling flow and enhancing safety in complex systems. These valves, characterized by their quick operation and lightweight construction, have become the go-to choice for many industries, including water treatment, oil and gas, chemical processing, and power generation. Their ability to provide tight shutoff and precise control makes them invaluable in environments where operational reliability and safety are paramount. Manufacturers of butterfly valves have continually advanced the design and materials used in these critical components to meet the rigorous demands of modern industry. One of the key innovations has been the development of high-performance butterfly valves HPBVs, which offer superior resistance to high pressures and temperatures. These valves are designed to handle more extreme conditions than traditional butterfly valves, making them suitable for applications involving harsh chemicals, high-pressure steam, and abrasive slurries. The use of advanced materials, such as stainless steel, exotic alloys, and engineered polymers, has significantly improved the durability and lifespan of these valves, reducing the need for frequent maintenance and replacements.
One of the significant strides in this area has been the integration of smart technology. Smart butterfly valves are equipped with sensors and actuators that allow for real-time monitoring and control. These intelligent systems can provide data on valve position, flow rates, and system pressures, enabling operators to optimize performance and anticipate potential issues before they become critical. The implementation of such technology not only enhances the efficiency of industrial processes but also contributes to greater safety by allowing for predictive maintenance and reducing the risk of unexpected failures. Safety is a critical concern in industrial applications, and butterfly valve manufacturers have made significant efforts to address this aspect. Modern Dombor butterfly valves are designed with features that enhance operational safety, such as fire-safe designs, which ensure that the valves can maintain their integrity and functionality in the event of a fire. This is particularly important in industries like oil and gas, where the risk of fire is ever-present. Additionally, manufacturers have developed valves with anti-blowout stems and leak-proof seals to prevent hazardous leaks and ensure the safe handling of toxic or flammable substances.
These designs minimize friction and contact between the disc and the seat, thereby extending the valve’s service life and maintaining a tight seal over a longer period. This is crucial in applications where even a small leak can lead to significant safety hazards or operational disruptions. The push towards sustainability has also influenced the development of butterfly valves. The butterfly valve manufacturers are now incorporating eco-friendly materials and processes in their production lines to minimize environmental impact. Additionally, the increased efficiency and reliability of modern butterfly valves contribute to energy savings and reduced emissions, aligning with the global trend towards more sustainable industrial practices. In conclusion, butterfly valve manufacturers are at the forefront of enhancing safety and efficiency in industrial applications through continuous innovation in design, materials, and technology. By addressing the stringent demands of modern industry and prioritizing operational safety, these manufacturers play a crucial role in ensuring that industrial processes run smoothly and safely.